








栓钉穿透焊焊接工艺的研究
栓钉穿透焊焊接工艺的研究
(成都斯达特焊接研究所 成都 610051)
(成都斯达特焊接研究所 成都 610051)
内容摘要 在研究电弧螺柱焊焊接机理的基础上,提出栓钉穿透焊应采用熔滴自由过渡的型式。利用稳定的电弧迅速烧穿压型钢板和汽化(烧损)钢梁上的涂层,借助电磁力和等离子流力将焊接过程中产生的气体和污物排出熔池。
关键词 栓钉穿透焊 栓钉焊接工艺
1 栓钉穿透焊概述
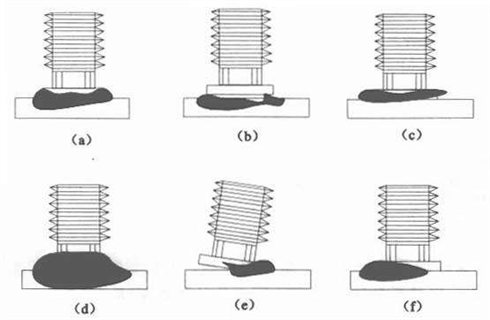
“钢——混凝土组合楼盖板结构”是建筑行业中迅速发展的一项新技术。这种建筑结构不仅承载能力大、刚度高、抗震性能好,而且施工简便、快捷、建筑周期短,因而得到了迅速发展。特别是高层建筑,大型体育、展览场馆都推广应用该项技术。其中钢梁、压型钢板与钢筋混凝土的结合,靠的是具有剪切力的连接件——栓钉。在这种情况下的栓钉焊接就必须采用穿透焊,见图1。所谓穿透焊就是将栓钉穿过压型钢板焊接在钢梁上,并与压型钢板焊为一体的一种焊接方法。
图1 栓钉穿透焊示意图
从上述定义不难看出:栓钉穿透焊与普通栓钉焊接的最大区别是栓钉焊接时要穿过压型钢板,而且压型钢板又多是镀锌钢板,钢梁上又涂有油漆,使焊接变得比较复杂,认真研究穿透焊焊接工艺,对提高栓钉焊接的一次合格率,保证“钢—混凝土组合楼盖板结构”的建筑质量具有重要意义。
2 栓钉穿透焊存在的主要问题
2.1锌对栓钉穿透焊的影响
栓钉如何穿透压型钢板?有两种方法可以采用:
a) 预先在压型钢板的焊接位置冲(打)孔,待施工现场铺设后,再将栓钉焊接在钢梁上。这种方法的优点是焊接质量容易得到保证,缺点是费工费时。目前大多不再采用这种方法。
b) 用电弧将压型钢板烧穿,而后将栓钉焊接在钢梁上。这种方法的优点是压型钢板的穿孔和栓钉焊接一气呵成,简单省事。主要问题是如何清除或减小压型钢板上的镀锌对焊接质量的影响。目前多采用这种方法。
为了防腐,“钢—混凝土组合楼盖板结构”所采用的压型钢板一般都是镀锌钢板,其厚度为0.6~1.6mm,按YB9238标准规定:其双面镀锌量应≥275g/m2。锌的熔点约为420℃,沸点为908℃。在栓钉穿透焊时,高温电弧使锌迅速汽化和氧化。锌蒸汽加大了瓷环内的压力,增加了飞溅,使焊缝容易出现咬肉现象;锌蒸汽如若排除不尽,则会在焊缝中产生气孔;锌在焊缝中产生的低熔点共晶体可形成热裂纹;氧化锌在金属熔液中可形成多孔物质。所有这些都严重影响焊接质量,降低焊接接头的力学性能。
2.2钢梁上的涂层
对于“钢—混凝土组合楼盖板结构”中所用的钢梁一般都预先涂漆,以防腐蚀,其厚度为0.03~1.00mm,取决于施工方法(喷涂或手工涂)和施工技术。油漆对栓钉焊接的起弧和焊接质量有重要影响。如果油漆中含有锌、硫、磷等有害元素,其情况会更加严重。因为这些元素在高温下都会发生化学反应,生成有害化合物,使焊缝出现气孔或裂纹。
如果焊前在钢梁的焊接部位清除这些涂层,就会很容易得到合格的焊接接头。因为焊接表面越清洁,其焊接质量也越容易得到保证。但该方法实施难度较大,目前大部分都是将钢梁和压型钢板安装、铺设完毕,不做任何处理,就交焊工进行栓钉焊接,这无疑是道难题。
2.3钢梁与压型钢板之间的间隙和建筑灰渣
对于栓钉穿透焊而言,钢梁与压型钢板之间的间隙应≤1mm,其间应无建筑灰渣等杂物。但实际上由于压型钢板的翘起变形和施工技术等诸多原因,这一要求很难得到保证,有些地方的间隙甚至达到10mm,如不进行校正,势必影响栓钉、钢梁和压型钢板三为一体的焊接和焊缝成型。
3 研究栓钉穿透焊的焊接原理,找出避免或减少焊接缺陷的措施
栓钉穿透焊大致可以分为两个阶段:1、烧穿压型钢板;2、将栓钉与钢梁、压型钢板三者焊为一体。其间同时要汽化(烧损)、分解钢梁上的涂层、灰渣和氧化物,并从熔池内排除焊接过程中产生的污物。
3.1采用熔滴的自由过渡,缩短烧穿压型钢板的时间
栓钉穿透焊的首要任务是穿透压型钢板,这自然依赖于焊接电弧。但电弧在不同熔滴的过渡形式下有不同的状态,其提供的能量多少和快慢也不尽相同。因此应对栓钉穿透焊的熔滴过渡进行研究。
在栓钉穿透焊时可采用两种熔滴过渡形式:短路过渡和自由过渡。
短路过渡是栓钉端部的熔滴与熔池表面通过接触实现过渡。此时电弧熄灭,待熔滴融入熔池脱离栓钉后,电弧才重新引燃。因此,熔滴在短路过渡时,电弧的燃烧是不连续的。
自由过渡是指栓钉端部的熔液在逐步增大到熔滴的重力大于其表面张力时,成为大熔滴,然后自由降落到熔池内。维持这种过渡的条件是长弧,也即较高的电弧电压。电弧的特点是不受熔滴过渡的影响,稳定的连续燃烧。两种熔滴过渡的最大区别是栓钉端部与钢梁之间的距离,也即提升高度。当两者的距离较小时,可实现短路过渡;若加大两者之间的距离,可以由短路过渡转变为自由过渡。
从上述的分析不难得出结论:栓钉穿透焊应选用熔滴的自由过渡。因为此时电弧是连续的燃烧,其温度为3000~4000℃,电弧中心的温度要超过5000℃,比栓钉焊接时阳极的温度(正极接法)要高得多,是一个高密度的稳定能源,能够迅速穿透压型钢板,汽化(烧损)、分解钢梁上的涂层、灰渣和氧化物,完成第一阶段的任务,比单纯依赖阳极的熔化金属,其效果要好的多。这就是为什么在栓钉穿透焊时应加大提升高度的理由。其实提升高度的调节只要焊接开始时能实现熔滴的自由过渡就行,不可过大。因为焊接时,随着金属的熔化,栓钉的长度逐步缩短,这相当于提升高度在逐步增加,可确保在焊接过程中始终保持熔滴的自由过渡;另一方面,提升高度太大,容易出现磁偏吹和气孔,对焊接质量不利。
3.2利用电磁力和等离子流力,清除熔池内的有害物质
穿透压型钢板及汽化(烧损)、分解钢梁上的涂层、灰渣和氧化物靠的是稳定的高温电弧,而清除这一过程中产生的有害气体、化合物和污物则靠的是电磁力和等离子流力。
我们知道:在熔滴过渡中作用到熔滴上的力除表面张力和重力外,还有电磁力、等离子流力、斑点力等。当电流通过熔滴时,产生电磁力,并可分解为径向和轴向两个分力,见图2。当电弧的弧根面积的直径(dG)大于熔滴的直径(dD)时,形成的轴向合力Fcz向下,促进熔滴过渡,并对溶池产生压力。其力Fcz的大小正比于电流值的平方。事实上电磁力在轴向的分布是不均匀的,上大下小,形成压力差,这就使从上面进入电弧区的气体被加热和电离后,受Fcz的推动和加速,冲向钢梁,对溶池产生很大的附加压力,称为等离子流力,见图3。电弧中的这种等离子流具有很高的速度和加速度,据称可以达到每秒数百米1)。这种动压力的分布,在电弧的中心线上最强,而且电流越大,其压力也越大,分布的区域也越狭窄,对溶池产生的动压力和搅拌作用也就越强。栓钉穿透焊正是利用这种电磁推力和等离子流力将穿透钢板和汽化(烧损)、分解钢梁上的涂层和灰渣所产生的气体(含锌蒸汽)随等离子流排出瓷环,并将所产生的污物排出熔池,以获得良好的焊接接头。
图2 电磁力的分布与弧根面积的关系 图3 等离子流产生示意图
上节所提及的采用熔滴的自由过渡,以缩短穿透压型钢板的时间之所以重要,就是因为在焊接开始时,熔池很小,熔池内的熔液也少,借助于电磁力和等离子流力很容易排除有害物质。如果这一过程加长,熔池变大,有害物质已与大量金属熔液搅拌在一起,再想排除就比较困难了。
显然要达到上述目的,需要有一个符合穿透焊要求的特殊瓷环。它应有较大的壁厚,以免因金属熔液过多,热冲击过大而炸裂;还应有较大的排气槽及瓷环与栓钉之间适当加大的配合间隙,以便在瓷环内腔形成很强的等离子流,迅速排除焊接过程中产生的气体和污物。
虽然通过上述措施能够排除焊接过程中产生的有害物质,但要完全排尽也绝非易事。建议在焊接结束时,适当加大栓钉的插入速度,虽然会增加飞溅,但对排除熔池内的残留污物,提高焊缝的质量非常有效。
3.3增加金属的熔化量,以获得连续的角焊缝
栓钉穿透焊第二阶段的任务,也即最终目的是得到栓钉、压型钢板和钢梁三为一体的连续的角焊缝。这一质量要求除了与第一阶段穿透压型钢板、汽化(烧损)钢梁上的涂层等情况有关外,还与钢结构的施工质量、焊接参数设置有关。其中重要因素是压型钢板与钢梁之间的间隙。这主要取决于压型钢板是否变形和施工质量,特别是在压型钢板重叠二、三、四层部位进行焊接时,尤其严重。若不采取有效措施,如机械施压、锤击、点焊等方法,使两者的间隙减小到≤1mm,很难得到满意的焊缝。在这种情况下,要想获得连续的角焊缝,需要更多的金属熔液去填充间隙,因此,必须加大栓钉的伸出长度、焊接电流和焊接时间,以增加金属的熔化量。栓钉穿透焊经常出现的焊缝不连续或压型钢板与钢梁未粘在一起等缺陷,大都是间隙过大或伸出长度不够或电流较小造成的。至于未熔合缺陷,则是焊接电流较小或焊接时间较短或两者兼之,使输出能量较少,造成熔化不足,熔深不够。
4 编制合理的焊接工艺,提高栓钉焊接的一次合格率
我所技术人员在深入研究栓钉穿透焊焊接原理及总结以往焊接经验的基础上,编制了焊接工艺,进行模拟实验:
螺柱焊机: RST-2500-3 焊接电流: 1430A
栓 钉: φ19×120mm,ML15 焊接时间: 1.8s
钢 板: 厚14mm ,Q235 提升高度: 4mm
镀 锌 板: 1mm 伸出长度: 5.5mm
焊接试件送西南交通大学,按ANS1/AWSD1·1—98标准进行检验,其结果见表1。
表1
| 试件 直径mm | 试件编号 | 焊缝外观检查 | 拉伸试验 | 弯曲30°试验 | 宏观金相 | |||||||
| 飞边 情况 |
有无横向裂纹 | 有无≥0.5 mm咬肉 |
N/mm2 | 断裂部位 | 焊脚有无断裂 | 焊脚有无裂纹 | 熔合情况 | 有无气孔 | 有无裂纹 | 有无夹渣 | ||
| 19 |
1 | 360°均有 | 无 | 无 | 407 | 母材 | 良好 | 无 | 无 | 有2个夹渣, 最大0.5mm |
||
| 2 | 360°均有 | 无 | 无 | 407 | 母材 | 良好 | 无 | 无 | 有1个夹渣, 长0.2mm |
|||
| 3 | 360°均有 | 无 | 无 | 无 | 无 | |||||||
| 4 | 360°均有 | 无 | 无 | 无 | 无 | |||||||
从检验结果可以看出:试件的焊缝外观和力学性能全部合格,说明编制的焊接工艺是合理的。值得指出的是:我国和美国的有关标准并无宏观金相检验的要求,但为了深入研究焊缝的金相结构,钢梁上的涂层对焊缝的影响,所以增加了该项检验。从宏观金相检验来看,两个试件都有夹渣,虽然颗粒较小,一般栓钉焊接时也有类似情况,对焊缝的力学性能并无多大影响,但还是引起了我们的高度重视。这夹渣是不是汽化(烧损)钢梁上的涂层后留下的残余物?虽然目前尚无定论,但作为预防措施,在编制焊接工艺时强调了利用电磁力和等离子流力及选用特制的瓷环,以净化熔池。
根据实际情况调整了原编制的焊接工艺,进行试焊,并按JGJ81标准进行检验,合格后才进行正式焊接,并在现场对焊接的栓钉进行抽检。栓钉的焊接检验分外观检查和力学性能试验两种。栓钉焊后的角焊缝应在360°范围内连续,其最小焊脚的高度应>1mm,宽度>0.5mm,并无气孔和夹渣,咬肉深度<0.5mm。在焊接参数已经确定的情况下如出现上述缺陷,主要是压型钢板与钢梁之间的间隙过大或焊接操作时,栓钉与钢梁不垂直造成的。这些缺陷可以用手工焊的方法进行补焊。补焊后的栓钉接头,其力学性能同样能达到标准要求。另外,栓钉的焊后高度误差±2mm,是反映焊接参数的稳定性,也即电弧螺柱焊机的性能好坏。栓钉的力学性能试验有30°弯曲试验和拉伸试验。试件弯曲30°试验后,在焊缝和热影响区内应无断裂和裂纹。如果出现这种缺陷,应将栓钉铲除,打磨钢梁后,可在钢梁的原位置重新焊接。这种情况的发生多数是焊接部位有水滴或受潮(含栓钉引弧结和瓷环受潮)或钢梁上的涂层太厚或有夹渣,单凭电弧不能清除干净所致。栓钉焊接试件的拉伸试验,其断裂或变细部位不应发生在焊缝和热影响区内,也就是说焊接处的抗拉强度应大于或等于母材,体现出全截面栓钉焊接的优越性。
栓钉焊接工艺参数和部分检验项目见表2,它与模拟试验的工艺参数不完全相同。其原因除了模拟试验与工地的实际情况有较大差别外,另一重要原因是施工现场有许多
表2
焊机:RSN2—2500 空载电压:100V 栓钉:φ19×150mm 压型钢板:0.8mm(镀锌层厚度:0.02mm)
| 试件编号 | 压型板与钢梁之间的间隙mm | 压实后的间隙mm | 焊接电流A | 焊接时间s | 伸出长度mm | 提升高度mm | 外观成型 | 扳弯30° |
| 1 | 1.5 | 0.05 | 1400 | 2 | 6.5 | 7 | 360° | 无断裂和裂纹 |
| 2 | 2.8 | 0.07 | 1400 | 2 | 6.5 | 7 | 360° | 无断裂和裂纹 |
| 3 | 1.2 | 0.04 | 1400 | 2 | 6.5 | 7 | 360° | 无断裂和裂纹 |
| 4 | 5.2 | 没压实 | 1400 | 2 | 6.5 | 7 | 340° | 无断裂和裂纹 |
由于钢梁上的涂层较厚(1.0~1.5mm),要清除干净这些涂层,必须增加焊接时间;因为焊接时间较长,为了防止烧穿钢梁,所以减少了焊接电流。另外,由于该工程施工质量较高,压型钢板与钢梁之间的间隙大部分都≤1mm,所以减少了提升高度和伸出长度。由于采取了上述措施,使焊接一次合格率达到了92~95%。
总之,由于对栓钉穿透焊的焊接机理有了深入的研究,因而能够编制出合理的焊接工艺,并根据施工现场遇到的特殊情况进行适当调整,因此能使栓钉穿透焊的一次焊接合格率由目前国内的60~70%提高到90~95%。栓钉穿透焊是项系统工程,只有设计、施工、焊接等诸方面的共同努力,才能提高一次焊接合格率,并能获得符合要求的高质量的焊接接头。
5 栓钉穿透焊对电弧螺柱焊机的要求
栓钉穿透焊的焊接质量和一次焊接合格率与电弧螺柱焊机的质量和性能密切相关,从栓钉穿透焊的角度看,焊机至少应具有以下技术性能:
a) 焊接电流和焊接时间应能连续可调,使焊接参数能设置到最佳状态;
b) 焊机的焊接电源除了有引弧装置外,还应有较高的空载电压(80~110V),以保证100%的引弧成功率。特别在提升高度较大、钢梁上的涂层较厚时,尤其如此;
c) 栓钉应在带电(即不切断焊接电流)状态下插入溶池,可提高焊接质量。因为栓钉穿透焊时,提升高度较大,栓钉穿过空间的时间相对较长。如果过早地切断主电源,熔池的温度下降很快,会影响焊接接头的力学性能,严重时会出现“冷焊”。
相关推荐


 商务微信
商务微信 微信公众号
微信公众号