








晋铝“16万吨碳素煅烧窑、回转窑”锚固钉焊
山西晋铝建造的“28万吨电解铝”的配套工程,“16万吨碳素煅烧窑、回转窑”系引进美国技术,是世界上建造的第二台设备。煅烧窑、回转窑的内径很大,分别为φ7010mm和φ4050mm;其长度分别为83394mm和67360mm。在煅烧窑、回转窑的内壁上要焊接波纹锚固钉组件共计6万多个。
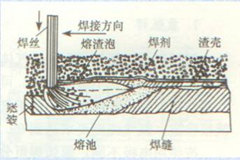
波纹锚固钉组件是由波纹锚固钉、螺母1(M12盲孔)、垫圈、螺杆(M12)和螺母2(M12)等5个零件组成。其中螺母2的外径为φ22mm,采用螺柱焊接的方法将螺母2和螺杆同时焊接在炉窑的内壁上(简称螺母组件的焊接),见图5。尽管螺母组件是用耐热不锈钢材料制造的,但由于窑壁是低碳钢材料,所以焊接时,还应对熔池进行保护。最简便的方法是在螺母2的焊接表面喷涂引弧剂。焊接前先将螺杆旋入螺母,并使两零件的端面对齐,这样可使两零件同时焊接在炉窑的内壁上。焊后装配波纹锚固钉焊接件,以便固定耐火材料。

a.组件横焊示意图

b. 横焊后照片
焊接电流:2100A,焊接时间:0.8s,提升高度:3mm,伸出长度:3mm.
螺柱焊机:RST-3150-3、RST-2500-3各一台。
通过试焊,并进行焊缝外观检查和30°弯曲试验及拉伸试验,确认合格后,正式进行焊接。由施工方的4名焊工日夜倒班,仅用20来天就完成了6万多件螺母组件的焊接,争取了时间,保证了工程进度,赢得了用户的赞誉。
在对约2万颗螺母组件横焊质量的检查和统计,一次焊接合格率达到93%。焊缝外观缺陷主要是不连续或有凹洞。这些缺陷可以进行手工补焊。补焊后的接头,其力学性能同样能达到标准规定。造成上述缺陷的主要原因与焊工的操作技术有关。焊钉横焊时金属熔液在熔池内聚集较多,在焊钉插入熔池的瞬间,火花四溅,持枪的手容易颤动。只要焊枪稍有移动或瓷环没有压平,有一点气隙,就会喷射出大量金属熔液,使焊缝出现凹坑。另一方面,在横焊时,由于焊接位置频繁上下移动,手持的焊枪很难与焊接位置始终处于同一水平线上,极易上下倾斜,使瓷环与工件之间有间隙,发生喷液,造成凹洞。这些问题只要注意克服,就能使一次焊接合格率大幅度提高。事实上,四名焊工的一次焊接合格率相差较大,就充分说明了焊工的操作技术对螺母组件的横焊质量有重要影响。因此,加强焊工的培训是提高横焊质量的重要环节。
螺母组件的仰焊也是炉窑螺栓焊接工程中的另一难点,根据仰焊的特点和螺母组件的实际情况,对原仰焊工艺进行了调整,其焊接参数如下:
焊接电流2400A;焊接时间0.7s;提升高度2.5mm;伸出长度3mm。
对约10000多个螺母组件仰焊质量检查和统计,一次合格率达到了91~95%,其中不合格项仅是外观缺陷,经过手工补焊后,其力学性能均达到了标准要求,表明编制的焊接工艺是合理的。
成都斯达特在晋铝“16万吨碳素煅烧窑、回转窑”锚固钉焊接中提供焊接技术,焊机既有新机购买,也有焊机租赁,综合解决工程施工问题。
相关推荐
-
-
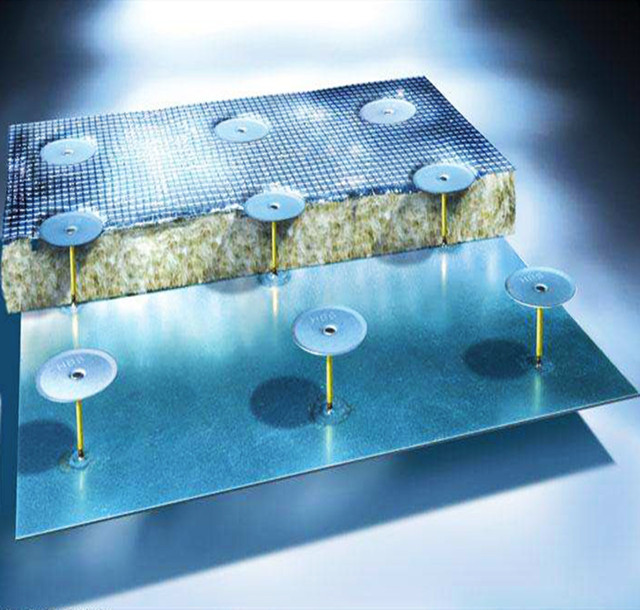 2022-04-22保温钉螺柱焊接工艺分析及设备选型保温钉螺柱焊接工艺分析及设备选型目前较为常见的保温钉有如下几种:第一类:吸盘式保温钉图A中的保温钉:1、特点:其直径通常是1 8mm,长
2022-04-22保温钉螺柱焊接工艺分析及设备选型保温钉螺柱焊接工艺分析及设备选型目前较为常见的保温钉有如下几种:第一类:吸盘式保温钉图A中的保温钉:1、特点:其直径通常是1 8mm,长
 商务微信
商务微信 微信公众号
微信公众号